عملیات استاپل چیست و چگونه انجام می شود؟
استاپل یکی از خدمات دیگر انشعاب گرم است که در کنار هات تپ بر روی لوله های سیالات در حال جریان انجام می شود. در عملیات هات تپ ، لوله های در حال جریان برای انشعاب لوله ای دیگر با استفاده از دستگاه هت تپ آماده می شوند، و بدون این که جریان قطع شود لوله های جدید به خط اضافه می شوند.
عملیات استاپل اما زمانی اجرا می شود که نیاز به تعمیر و ایجاد تغییرات در خط لوله وجود دارد.
عملیات انسداد لوله یا استاپل هم بدون نیاز به قطع کردن جریان لوله انجام می شود .
استاپل یا Stopple یکی دیگر از خدمات شرکت پیشگام صنعت است که با ابزار پیشرفته و دقیق ، و تیم حرفه ای و مجرب برای انواع خط لوله نفت و گاز و دیگر سیالات انجام می شود.
استاپل در شرایطی مورد نیاز است که بخشی از لوله دارای خرابی است و باید تعمیر شود. مسلما اما برای این کار خط لوله باید هم چنان فعال باشد تا موجب ضررهای مالی نشود.
اگر این فرآیند با روش سنتی یعنی قطع جریان انجام می شد، نیاز به قطع جریان و تخلیه لوله ها بود، که به مراتب سخت تر ، وقتگیر تر و پر هزینه تر می بود.
عملیات استاپل ، فرآیندی پیچیده ، حساس و چند بعدی است که نیاز به محاسبات دقیق داشته ، و باید توسط افراد خبره انجام شود.
در واقع در فرآیند استاپل ، سیالات در باقی قسمت ها در جریان هستند، و با استفاده از دستگاه های هات تپ و انسداد لوله ، تعمیر روی قسمت مورد نظر انجام می شود.

اسپلیت تی :
در عملیات استاپل لازم است تا لوله مورد نظر که به تعمیر نیاز دارد ، از چهار جهت سوراخ شود، تا بتوان به فضای داخل لوله دسترسی داشت.دو سوراخ در ابتدا و انتهای لوله ایجاد می شوند، و دو سوراخ نیز در قسمت میانی ، تا پلاگ وارد لوله شده ف و جوشکاری انجام شود. بدین منظور از اسپلیت تی سایز به سایز استفاده می شود، که روی لوله جوشکاری می شود.
اتصالات اسپلیت تی معمولا به صورت دائمی روی لوله قرار میگیرند.
سایز پد های سدل اسپلیت تی باید با قطر نیپل اسپلیت تی هم اندازه باشد (سایز به سایز) ، تا انشعابی که گرفته می شود با سایز لوله اصلی یکی باشد.

نصب ولو روی اتصالات اسپلیت تی
پس از جوشکاری اسپلیت تی ها روی خط لوله ، ولو ها روی آن نصب می شوند.
ولو به این دلیل باید روی لوله نصب شود که جریان سیال درون لوله قطع نشود ، و هم چنین پس از پایان عملیات استاپل ، بتوان جریان را کنترل کرد.
خطوط دیگری نیز روی ولو ها نصب می شوند، که خطوط بای پس نام دارند ، و در در کنترل جریان نقش دارند.
باز و بسته شدن خطوط بای پس از جمله مواردی است که مجری هات تپ و یا استاپل باید به آن تسلط داشته باشد و بتواند آن را کنترل کند. بنابراین ، وجود ولو روی لوله لازمه ی کار است.
مسلما ولو باید هم سایز با انشعاب باشد و کلاس فشار آن نیز متناسب با فشار سیال درون لوله محاسبه شده باشد.
نصب دستگاه هات تپ به منظور استاپل لوله
همانند عملیات انشعاب گیری که در عملیات هات تپ انجام می شود، در استاپل لوله هم باید دستگاه هات تپ روی اسپلیت تی نصب شود ، تا فرایند هدایت جریان سیال انجام گیرد ، و عملیات هات تپ استاپل و انسداد خط انجام شود.
دستگاه هات تپ سوراخ کاری لازم لوله را با وجود جریان داشتن سیال انجام می دهد، و در این حین لوله ای که نیاز به تعمیر دارد ، مورد بررسی و در دست تعمیر قرار میگیرد.

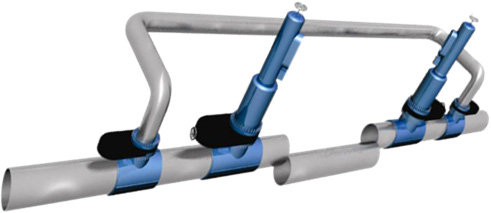
نصب بای پس
استاپل به منظور تعمیر خط لوله ، بدون نیاز به قطع جریان سیال درون لوله انجام می شود. بنابراین ، باید اقداماتی انجام داد تا سیال جریان داشته باشد و قطع نشود. به این منظور یک خط لوله فرعی موقتا روی لوله نصب می شود ، تا در زمان اصلاح سیال جریان داشته باشد. پس از پایان عملیات استاپل ، سیال دوباره در لوله اصلی جریان می یابد.
خط مورد نظر دارای دو سر فلنج است که از یک طرف به اسپلیت تی و ولوی وصل می شود که دستگاه هات تپ قرار است کار کند، و از سوی دیگر به اسپلیت تی و ولوی که عملیات تپ آخر روی آن انجام می شود.
بنابراین ، جریان از لوله اصلی که مورد تعمیر قرار میگیرد به لوله فرعی گفته شده میرود تا جریان قطع نشود و تعمیرات انجام شود.

انجام عملیات استاپل :
بعد از این که خط فرعی بای پس نصب شد ، سر دستگاه استاپل با پلاگ مسدود کننده ای که دارد به لوله که جریان موقتا در آن قطع شده و به لوله فرعی میرود ، وصل می شود.
پس از آن شفت پیشروی می کند و پلاگ از محل بریده می شود و عملیات استاپل درون لوله انجام می شود.
پلاگ های مسدود کننده در این فرآیند باز می شوند و کل قطر لوله را احاطه می کنند تا جریان سیال مسدود باشد.
این پلاگ ها معمولا از فلز ، انواع آلیاژ ها یا حتی پلاستیک اند.
پلاگ مورد نظر با توجه به نوع سیال ، فشار آن و دیگر موارد مورد نظر در عملیات انتخاب شود.
طراحی و ساخت پلاگ ها و انتخاب آن ها نیاز به محاسبات مهندسی دارد ، در صورتی که محاسبات به درستی انجام نشود، عملیات استاپل با مشکل مواجه می شود.
تخلیه و برش لوله :
بعد از آن که عملیات استاپل انجام شد ، می توان لوله مورد نظر که قرار است تعمیر شود را بریده و از خط جدا کرد. این امر نیازمند فرآیند های ایمنی و استاندارد های ایمنی است ، تا خطری از لحاظ احتراق و رسوبات ناشی از سیال درون لوله به وجود نیاید.
نصب مجدد لوله :
پس از آنکه لوله مورد نظر تعمیر شد ، دوباره می توان آن را به خط لوله متصل کرد.
لوله که اکنون خالی است در محل نصب جوشکاری می شود و به سر جای خود باز می گردد.
استخراج پلاگین های لاین استاپل : پس از آن که لوله مجددا در جای خود قرار گرفت ، باید به حالت کارکردی اولیه بازگردد و در جریان خط لوله زنده قرار بگیرد.
بنابراین ، تجهیزات استاپل باید به ترتیب خارج شوند.
ابتدا پلاگ های مسدود کننده و دستگاه استاپل و سپس باقی مجموعه از راه سیال کنار رفته و به این ترتیب لوله دوباره در جریان کار قرار می گیرد.
استخراج بای پس :
با قرار گیری مجدد لوله در جریان خط لوله دیگر نیازی به بای پس که لوله فرعی بود نیست. بنابراین ولو های ورودی و خروجی سیال به لوله را بسته، و پس از تخلیه بای پس می توان ان را از محل خارج کرد.
بستن سر ولو
در آخرین مرحله و پس از پایان موفقیت آمیز عملیات استاپل ، ولو و اسپلیت تی هایی که باقی مانده اند با نصب یک فلنج کور روی ان ها بسته می شوند.
به این صورت عملیات استاپل یا انسداد لوله با موفقیت به پایان می رسد.
مراحل گفته شده تنها شرحی مختصر از فرآیند استاپل بود ، و همانند عملیات هات تپ ، عملیات استاپل نیز نیازمند مهندسی و محاسبات دقیق ، ابزار پیچیده و دانش و تبحر لازم است.
